Calculate Angle To Form Sheet Metal

This Is A Simple Calculator To Help You Calculate Bend Deductions And To Help You Reverse Engineer The Best Sheet Metal Metal Bending Sheet Metal Fabrication

Sheet Metal Bend Design Equations And Calculation Engineers Edge Sheet Metal Metal Bending Sheet Metal Work

Bending Metalworking Wikipedia The Free Encyclopedia Sheet Metal Metal Forming Metal Bending

Sheet Metal Bend Design Equations And Calculation Engineers Edge In 2020 Sheet Metal Metal Tools Sheet

Cone Template Calculator Caldeiraria Coisas Para Fazer Perfis

Press Brake Tooling Information On Globalspec With Images Metal Bending Tools Press Brake Tooling Sheet Metal Work

Sizing of a machine or available die width should allow for up to 20.
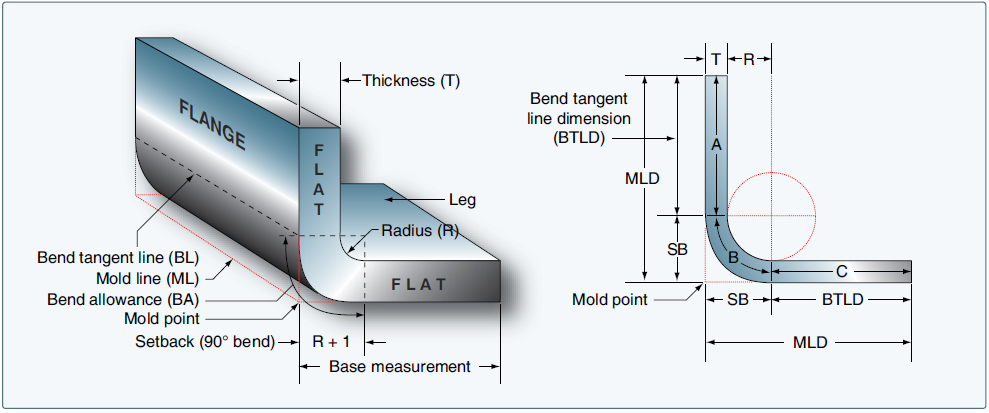
Calculate angle to form sheet metal. Cells on the right will output the desired values. In sheet metal design the k factor is used to calculate how much sheet metal one needs to leave for the bend in order to achieve particular final dimensions especially for between the straight sides next the bend. Ultimate tensile strength psi. Actual bending force is affected by many factors such as friction between the material and the die material thickness material strength variations rolling direction of the steel work hardening and other parameters.
Tonnage charts bend deduction bend allowance and other forming calculations and charts often refer to a 90 bend. With this free online tool we quickly get the sheet metal bend deduction and therefore the sheet metal blank initial flat length from the finished part measurements. Punch edge radius in. Die edge radius in.
Calculate helical screw conveyor in flat form using solidworks sheet metal please subscribe our channel for more videos and projects in solidworks. Sheet metal forming processes are those in which force is applied to a piece of sheet metal to modify its geometry rather than remove any material. This estimator calculates a force representative of the pressbrake requirement for air bending. Procedure is as below.
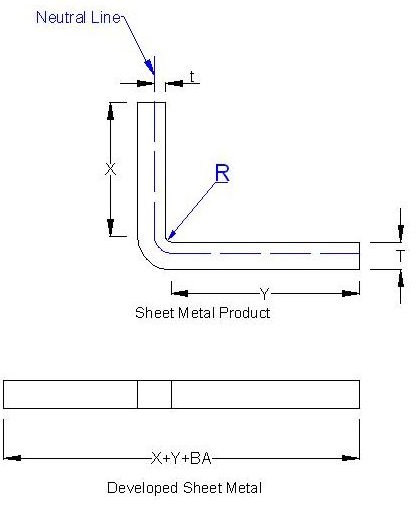
So if you got k factor value now you can easily calculate bending allowance. By doing so the sheet can be bent or stretched into a variety of complex shapes. Use the known k factor and the known inner bending radius to calculate the bending radius of the neutral line. This type of angle can also be referred to as a square bend.
Straight angle a geometry term for an angle which is equal to 180. Tooling general term for the dies punches and holders found on press brake equipment. Right angles are the most common feature found in most sheet metal fabrication. The applied force stresses the metal beyond its yield strength causing the material to plastically deform but not to fail.
Work piece the general term for the sheet metal part being bent. You only have to insert interior angle flange lengths k factor inside radius and material thickness. But the most accurate way to find out k factor is reverse engineering of a small but same sheet metal sample piece. Figure 1 if you know the included bend angle and the die width you can calculate the inside radius and length of the arc at a specific depth of penetration dp using your graphic calculator or online calculators like www handymath.
There are standard charts available with sheet metal design handbook for calculating k factor ideally it should be 0 5.
Aircraft Sheet Metal Layout And Forming Aircraft Systems

How To Make A Cone And Cone Calculator Cone Calculator Metal Working Sheet Metal Fabrication

Bending Basics Why Do Die Angles Change Metal Working Tools Metal Working Sheet Metal Work

Sheet Metal Flat Pattern Calculator Smlease Design

Online Calculator Of Sheet Metal Bend Deduction And Flat Length Gasparini Industries

Sheet Metal Forming Sheet Metal Fabrication Sheet Metal Metal Forming

Avt 206 A P P2 Developing Sheet Metal Flats The Math Behind The Bends Youtube Welding Projects Welding Metal Working

How To Calculate The Air Formed Radius Of Different Bend Angles Radii Bend Angles

Mechanical Engineering Calculators Mechanical Engineering Manufacturing Engineering Sheet Metal Drawing

Tom S Techniques Reference Reference Reference Chart Techniques

Springback Sheet Metal Metal Forming Metal Working Projects

Fabrication Formulas Sheetmetal Me
Pin On Projects To Try

Sheet Metal Square Round Figure 1 Sheet Metal Crafts Sheet Metal Work Sheet Metal

Oblique Cone Off Centre Cone Radial Line Method Sheet Metal Drawing Sheet Metal Work Sheet Metal Fabrication

Solidworks Sheet Metal Tutorial Calculate Hopper In Flat Form Youtube Sheet Metal Metal Working Sheet Metal Crafts

Pin On Thing To Know About Metalsmithing

Standard Fittings For Heating And Air Condition Ductwork Hvac Duct Hvac Design Duct Work
3

Pin On Melc

Our New Press Brake Bending Tonnage Calculator For Calculation Of Necessary Force To Obtain The Specific Bend Of Press Brake Metal Bending Metal Bending Tools

Perfect Press Brake Bend Angles Press Brake Press Brake Tooling Angles

Custom Fabricated Angle Or Corner Guard It S Easy It S Simple Your Diy Project Is In Good Hands When You Can Configure The Metal Angle Corner Custo In 2020

Image Result For Shear Strength Ultimate In Shearing Sheet Metal Equation Shear Strength Sheet Metal Industrial Welding

Maximum Bending Materials Width 145mm 5 7 Dual Axis Metal Channel Letter Angle Bender Bending Tools Mini Metal Lett Metal Metal Working Tools Metal Working
Sheet Metal Design Guide Calculate Bending Allowance Accurately Bright Hub Engineering

Pin By Bernard Van Der Mescht On Development Metal Roof Construction Sheet Metal Work Sheet Metal Fabrication

How To Make A Sheet Metal Box Sheet Metal Sheet Metal Fabrication Metal Box

Pin On Detail Drawing

Drill Bit Angles Easily Explained Recommended Angles For Materials Drill Bits Drill Bit Sharpening Drill

Pin On Customer Projects

Bending Basics How The Inside Bend Radius Forms Metal Working Metal Working Tools Welding And Fabrication

Cone Conical Hand Rolls Work Tools Cnc Plasma Metal Working

How To Calculate Quantity Of Steel In Truss Gusset Plates Steel Trusses Structural Engineering Roof Trusses

Estimating Roof Pitch Determining Suitable Roof Types Diy Guide Roofing Calculator Estimate Your Roofing Costs Roofin Pitched Roof Roofing Roof Types

This Figure From Chassis Engineering S Interaction Guide Illustrates How To Use Your Protractor To Deter Roll Cage Chassis Fabrication Custom Metal Fabrication

Bending Brake Homemade Bending Brake Fabricated From Steel Tubing Angle Iron Flat Bar And Hardware In 2020 Metal Bending Sheet Metal Brake Homemade Tools

Edwards Cone Rolls Ecr01 Dụng Cụ

How To Determine Roof Pitch Pitched Roof Roof Shed Roof

Sheet Metal Bug Diy Tools Page 2 Diy Tools Metal Working Tools Metal Bender

Nyka Scaffolding Mens Tools Scaffolding Materials Construction Tools

Building A Slip Roll Machine Sheet Metal Roller Metal Fabrication Tools Metal Working Tools

